
JIUYUAN
20+ ÉVODM&OEM
Elektromos és mechanikus
20+ ÉVODM&OEM
Elektromos és mechanikus

Kategóriák
Legutóbbi hozzászólások
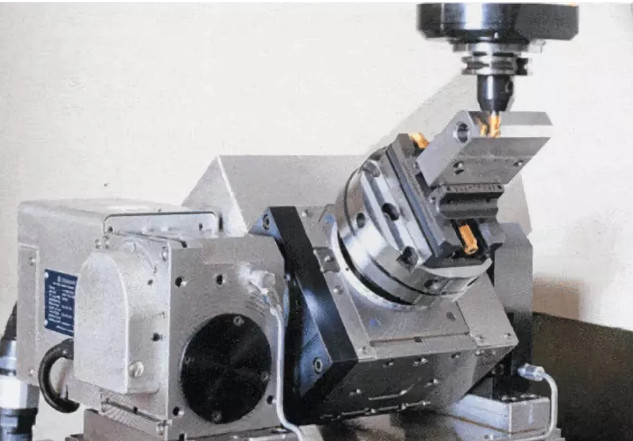
Központi szerszámbeigazítás lépéseiCNC megmunkálási alkatrészek
Vegyük például a műtárgy közepét.
1-es munkadarab orsó, vágó a műtárgyaknál hagyva, az X értékre emlékezve, kés, a műtárgyaktól jobbra mozgott, a jobb oldalon, emlékezzen az X értékre, a két X értékre, átlagosan, G54-ben rögzítve X 2 főtengely van elforgatva on, a maró eleje a munkadarabon, Y érték megjegyezése, kés, a munkadarab hátuljára mozgatva, hátul közel, emlékezzen az Y értékre, a két Y értékre, átlag, rögzítse a G54 Y 3 főtengelybe be van kapcsolva, függ a munkadarab felületétől, a maróval lassan jegyezzük meg a Z értéket, rakjuk be a G54 Z-be. A G92 utasítás a munkadarab koordinátarendszerének megállapítására szolgál, amely a szerszám pillanatnyi helyzetétől függ.
Ennek az utasításnak az alkalmazási formátuma G92 X_Y_Z_, ami azt jelenti, hogy a szerszám aktuális pozíciójának koordinátaértéke a munkadarab koordinátarendszerben (X_,Y_,Z_).
(1) M1 leolvasási értéket kapunk, ha egy maróval érintkezünk a munkadarab kontúrjával X irányban, majd az orsót a munkadarab kontúrjának másik oldalára mozgatjuk X irányban, hogy érintkezzen a két M2 fokkal.Írja be az M=M2-M1-et a szerszámkomplementmérési oldalon.
(2) Az N1 leolvasási értéket úgy kapjuk meg, hogy a munkadarab kontúrját Z irányban egy maróval érintkeztetjük.Ezután mozgassa az orsót, hogy érintkezzen a munkadarab kontúrjának másik oldalával Z irányban, hogy két N2 fokot kapjon.Írja be az N= mn2-n1-et az eszköz-kiegészítő mérési oldalon. Szeretne tanulni UG programozást adhat hozzá kis MAKE up QQ: 770573829 szerezzen tananyagokat és tanfolyamokat.
A maró-maró célja a munkadarab koordinátarendszere és a szerszámgép koordinátarendszere közötti térbeli helyzetviszony meghatározása a marón vagy szerszámon keresztül a szerszámhoz, és a szerszámadatok bevitele a megfelelő tárolási helyre. Ez a legfontosabb. Az nc-megmunkálás művelettartalma, pontossága közvetlenül befolyásolja az alkatrészek megmunkálási pontosságát. A késbeállítási művelet X, Y és Z irányra oszlik.
A JIUYUAN két emelettel rendelkezik a 3000 négyzetméteres CNC megmunkáló műhely számára, és saját eloxált gyárat épített fel alumínium CNC megmunkált alkatrészekhez.
A CNC műhely 20 készlet 4 tengelyes CNC megmunkáló központtal, 12 készlet 3 tengelyes CNC géppel, 18 készlet fúrógéppel és 10 készlet esztergagéppel rendelkezik.
Van előnyünk alumínium CNC megmunkáló alkatrészek,eloxált CNC megmunkálási alkatrészek,acél CNC megmunkáló alkatrészek,műanyag CNC megmunkáló alkatrészek,különféle precíziós CNC megmunkálási alkatrészek.
tel:+8613267205630
Whatsapp:13267205630
E-mail:emily@jiuyuan999.com
Skype:Emilymoonjiang






